你好,欢迎来到化工工程服务众包平台!化工工程网络设计院!总平台首页
石油化工和煤化工生产过程中产生的废气VOCs成分复杂,有毒有害物质种类多,含量高,污水厂的生物池无法完全处理,直接从空气中挥发出来,如不进行治理,将导致严重的环境污染。
一、煤化工和石油化工VOCs污水处理厂排放现状和国家环保要求
1.1挥发性有机物VOCs的定义和煤化工、石油化工污水厂排放现状
VOCS(volatileorganiccompounds),是指常温下饱和蒸汽压大于70Pa、常压下沸点在260℃以下的有机化合物,或在20℃条件下蒸汽压大于或者等于10Pa具有相应挥发性的全部有机化合物。煤化工和石油化工生产过程,不论是在正常工况还是在非正常工况都不可避免会产生VOCs。在煤化工和石油化工行业VOCs的排放源主要包括以下几个方面:
正常工况排放:有组织排放源包括工艺装置排气(化工装置、低温甲醇洗)、车间通风;无组织排放源包括设备与管线组件泄露、挥发性有机液体储运(储罐、装载设备)、废水挥发(收集、处理、贮存设施)
煤化工主要有煤制焦、煤制气、煤制油、煤制醇,和燃烧过程都可以有VOCs废气产生。由于不同的生产过程和工艺特点,煤化工不同生产类型废气中的成分有很大差异。石油化工和煤化工的废气主要有多环芳烃、焦油、苯系物(如苯并芘)、酚、氰、硫氧化物以及碳氢化合物,粉尘与烟雾、SO2为主的硫化物、N2O、NO、NO2、N2O3、N2O4等氮氧化物、Hg、Cd、Pb、Cr、As、Se、F等有害微量元素、产生温室效应的CO2等。
以低温甲醇洗制天然气为例,废气的主要成分除氮气、二氧化碳、氧气外,主要的是有害成分包括甲烷、甲醇、氢气、乙烯、乙烷、丙烯、丙烷、硫化氢等。废气中VOCs含量高,可燃气体浓度高。
综上所述,石油化工和煤化工生产过程中产生的废气VOCs成分复杂,有毒有害物质种类多,含量高,污水厂的生物池无法完全处理,直接从空气中挥发出来,如不进行治理,将导致严重的环境污染。
1.2环保部规定煤化工和石油化工要遵循更严格的废气排放标准
在煤化工企业的生产过程中,散发出的VOCs气味是影响企业与地方居民关系的重要因素。2014年12月,环境保护部印发《石化行业挥发性有机物综合整治方案》,要求煤化工等其他化工相关企业可参照本方案有关要求开展工作。因此,落实《石化行业挥发性有机物综合整治方案》,根据《石油炼制工业污染物排放标准》GB31570)和《石油化学工业污染物排放标准》(GB31571)相关要求进行控制,高度重视煤化工项目挥发性有机物(VOCs)排放控制。国家环保部2013年第31号文规定,从2013年5月24日起实施《挥发性有机物(VOCs)污染防治技术政策》。此政策中明确要求:在煤炭加工与转化行业,鼓励采用先进的清洁技术、实现煤炭高效、清洁转化、并重点识别、排查工艺装置和管线中VOCs泄露的易发位置,制定预防VOCs泄露和处置紧急事件的措施。煤化工行业对污水处理厂、废液和废渣等应采取密闭、加盖、收集处理。
二、石油化工和煤化工污水厂除臭和VOCs治理技术
2.1现有石油化工和煤化工污水除臭VOCs治理技术的不足
煤化工污水除臭和VOCs治理技术不同于一般的废气治理,因其含有难溶化合物,治理难度大。而主流的焚烧技术如蓄热式焚烧炉,污水厂VOCs的浓度偏低,需要补充天然气或柴油,运行费用较高。而对于蓄热式催化氧化器来说,由于污水厂废气存有硫化物、酸性气体,可能对催化剂使用寿命产生重大影响。天津*石化污水厂采用了蓄热式催化燃烧器,使用三年,催化剂必须要更换,而更换的价格为600多万元,使用成本较高。活性炭则由于使用成本较高,也不合适。
2.2当前国内VOCs和恶臭异味治理存在的问题主要有:
1.VOCs治理企业数量多,规模小,技术良莠不齐,企业研发能力差,技术水平落后;
2.VOCs种类多、来源复杂,处理工况多变,严重考验治理技术的有机组合和人员的工程经验;
3.VOCs治理设施的设计和生产车间的通排风系统是相辅相成的,在进行废气治理时,必须将二者一并考虑才能达到理想的治理效果;
4.国内企业售后服务差:在完成验收后,出现的技术和设备问题都难以得到及时解决,造成治理设施的效率较低;
5.由于单项VOCs治理设施的规模一般较小,目前尚未形成有效的运营管理机制;
6.国家相关部门和企业的政策和经济投入相对较少,在一定程度上限制了VOCs废气治理技术的进步和提高;
7.品牌企业较少,高端产能不足,低端产能过剩
8.国家对VOCs治理缺少统一的、长远的规划。
此前应用最多的污水厂VOCs废气治理工艺主要是生物滤池。生物滤池工艺具有以下特点:
1)废气中各类物资的含量和选择的滤料性质。微生物干细胞的组成一般为:C:50%、N:2%-6%、P:1%和S等元素,为了使生物滤池中滤料介质含有足够的废气净化所需的N和P的元素,需添加牲畜的粪便、富有腐质的木材等,在净化工程中,滤料中的物资也不断被生物降解和损耗,一般3-5年需更换一次滤料。
2)水分的影响,微生物生长繁殖需一定量的水分,所以在滤料上生物菌落的含水率一般为40%以上。但废气中的湿度>95%。
3)温度和pH的影响,废气生物净化的一般温度为中温(20-37℃)和高温(50-65℃)。冬季或北方冷凉地区其治理效果难尽如人意。如果加上保温系统的话,能耗和运行费用会大大提高。在废气净化过程中,含氯有机物、NH3、H2S的氧化分解会导致净化环境中的pH下降,它将影响微生物的生化作用。
4)废气中的化合物应是溶于水和可生物降解的,煤化工污水臭气中含大量不可生化降解的惰性有机物,单纯的采用微生物净化工艺并不能完全满足目前环保要求。
生物法的不足之处:
生物洗涤器对净化含水溶性挥发性有机物的空气非常有效,但对含难溶化合物的废气,如芳香族化合物(苯、甲苯、二甲苯)等则无特别效果。生物洗涤器对有机废气的净化必须满足以下条件:
1)废气中的有机物能溶解于水;
2)有机物是可以降解的;
3)废气的温度在5—60度;
4)废气中不含有毒成分。生物法对于难生物降解、高浓度的VOCs去除效果较差,有研究提出采用紫外 生物过滤联合工艺。其原理是先运用紫外单元去除部分VOCs,降低生物过滤单元的负荷,同时提高了VOCs的可生化性。
三、煤化工和石油化工污水处理厂除臭和VOCs治理新技术
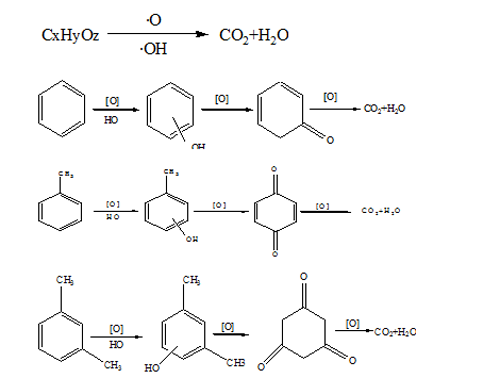
针对煤化工废气的特点和传统治理技术的不足,上海安居乐环保科技股份有限公司开发出纳米级的角柱状光催化剂,独创了“生物法 多元多相角柱状光催化氧化”工艺。当二氧化钛超微粒子接受波长为253.7nm以下的紫外线照射时,其内部由于吸收光能而激发产生电子及空穴对,即光生载流子,然后迅速迁移到其表面并激活被吸附的氧和水分,产生活性自由氢氧基(·OH)和活性氧(·O)。活性自由基·OH、·O等具有极强的氧化能力,可氧化分解各种有机化合物和部分无机物,把有机污染物分解成无污染的水(H2O)和二氧化碳(CO2)。此种方法强氧化性自由基产生的条件温和。主要特点有:对低浓度VOCs净化效率高,运行稳定,维护便捷,使用成本较低。
多元多相段为新研发设计的,在不同质物质共同“复合”成一种催化元,该材料因为不同质而具有相界面,主要有固-固、固-液、液-液、气-固、气-液等相界面。这个多相式的催化告别了单一品类效率低的缺点,多相的组合在分布上均匀的,有规则的。利用纳米材料的工艺技术,从尺度上的缩小,在宏观上的相对均匀,多相的界面使其更易接触,在纳米的工艺技术中往往很多是采用在液相或气相下进行。
废气经过其中,接触、碰撞,废气趋于同质化。理化性质变得更为活泼,各层电子云处于激发态,原子多光子离化效应变得简单。在后续光离子效应下废气分解更为快捷彻底。多元多相段作为光触媒催化(氧化)塔的深度氧化处理设施,角柱状催化剂的比表面积比锐钛型的催化剂更大,可大大提高光解其效率,增加催化剂的使用寿命,同时降低能耗,也是目前光催化氧化发展的方向。
工艺流程如下图
废气收集——涡流净化洗涤塔——生物喷淋吸收塔——多元多相角柱状光催化氧化设备——相转移催化净化设备——风机——25米排气筒排放
废气工艺流程图
以下以常规有机废气苯类为例来说明废气净化的反应原理:
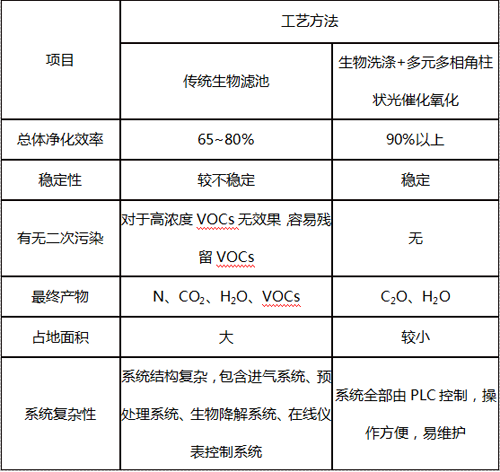
与传统的生物滤池技术相比,“生物法 多元多相角柱状光催化氧化”工艺具有显著的优势(表1)。
表1生物法 多元多相角柱状光催化氧化与传统生物滤池对比
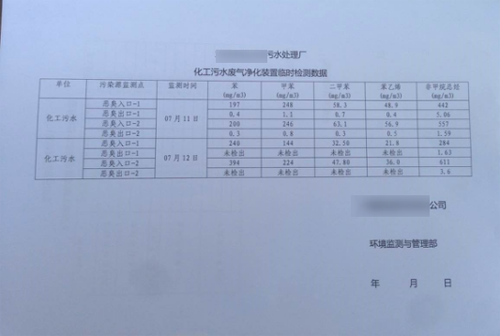
实例分析:国有特大煤化工企业污水厂生物法 多元多相角柱状光催化废气处理废气源强调查表

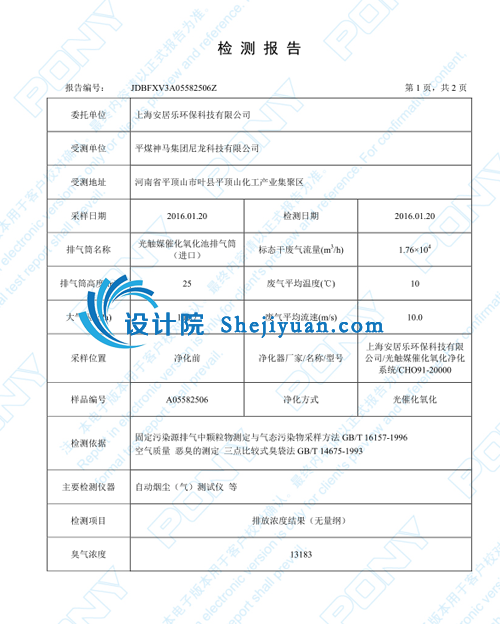
运行一年多后,**煤化工污水厂废气采用光催化废气处理净化设备效果第三方权威机构检测(2016年1月)

本工艺处理污水厂废气的优势
1、适用性
该项目所采用的技术应与污水厂的需处理废气规模、需要去除的废气污染物,地区特点以及管理水平相适应。体现在:
1)采用的技术应与需去除污水厂的污染物相适应;
2)采用的技术应与需要的设备相适应,包括国内设备和国外设备,主要设备和辅助设备;
3)采用的技术应与污水厂所在地区特点、员工素质和管理水平相适应;
4)采用的技术应对污水厂污染物的排放废气处理的能力相适应。
2、可靠性
该废气处理工艺成熟可靠,能保证处理效果、性能和处理能力,避免了资源浪费、二次污染和安全危害,经验丰富、工艺成熟可靠。
3、经济性
该工艺充分考虑了一次性投资费用和将来可能发生的运行费用。
4、安全性
充分考虑了消防、防爆等安全因素,运行稳定,安全可靠。
5、广谱性。
该工艺比较适合石油化工、医药、涂料树脂、精细化工、喷漆、生物发酵等行业,特别是大风量、低浓度、浓度忽高忽低、粉尘含量高、有粘性化合物的行业。
因此,综合以上因素,该工艺净化系统对于大风量、低浓度的石油化工和煤化工污水厂废气处理,无论是在技术合理性、先进性,还是经济可行性方面都相对有优势。建设费用及运行费用相对合理,采用的技术原理是合理、可行的,项目实施是安全的。
2016年7月23日,全国首个国有特大煤化工污水处理厂“生物除臭 紫外光催化除臭及VOCs治理”技术通过专家评议。
从项目业主了解到,污水处理厂的尾气成分有苯、甲苯、二甲苯、己内酰胺、苯乙烯、硫化氢、氨、醇类、脂类等数百种成分,成分复杂,臭气浓度较高,无量纲高达13000,VOCs浓度波动性较大,《300mg/m3,采用该环保设备运行一年多以来净化效率稳定,达到了预期目的。
2016年7月23日,来自国家环保部评估中心、国家石油和化学工业规划院、中科院、清华大学、华理大学、国家环境保护恶臭污染控制重点实验室的专家在听取业主汇报后,经质询讨论,一致认为该项目具有如下创新:1)自主研制的角柱状光催化剂,比表面积大,从而提高了光催化效率,并首次实现煤化工行业工业化应用;2)将“生物法 光催化氧化”联合工艺应用于己内酰胺污水除臭和VOCs治理,对煤化工行业污染控制具有较好的指导意义。
专家们表示,在当下煤化工行业环保争议较大的环境下,该项目的顺利实施具有较好的示范效应。
专利

污水处理站、生化废水暂存池和高浓盐水暂存池产生的含挥发性有机物和恶臭气体密闭收集,送生物脱臭尾气处理装置,采用“生物脱臭 光催化氧化”处理,满足《恶臭污染物排放标准》(GB14554-93)和《石油炼制工业污染物排放标准》(GB31570-2015)后排放。
四、新工艺在石化行业污水处理厂除臭和VOCs治理的应用
石化用户运用实例
该单位技术协议的部分内容:用鼻子闻的方法是最严格的检测方法之一。
(1)甲乙双方均认可并安排7人统一进行闻味(环保局3人,民意代表4名),4人及4人以上闻味均认为无明显不适应异味即为合格依据二,2条均合格视为本项合格。
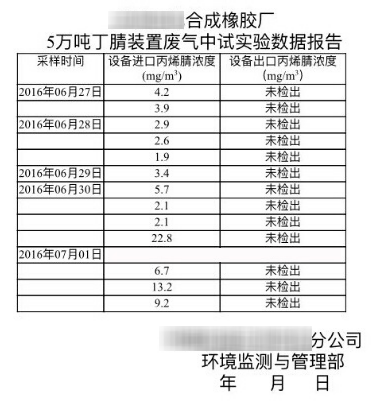
(2)在橡胶助剂废气风量《40000m3/h,温度≤80°,丙烯腈≤200mg/m3、苯乙烯≤300mg/m3、甲基丙烯酸甲酯≤500mg/m3、丁二烯≤400mg/m3、丙烯酸丁酯≤400mg/m3、丙烯酸乙酯≤400mg/m3、甲基丙烯酸正丁酯≤400mg/m3、醋酸乙酯≤500mg/m3、非甲烷总烃进口浓度>120mg/m3的前提下,经废气处理设备处理后排放口检测必须达到:丙烯腈<1.5mg/m3、苯乙烯<1.5mg/m3、甲基丙烯酸甲酯<1.5mg/m3、丁二烯<1.5mg/m3、甲基丙烯酸正丁酯<1.5mg/m3、醋酸乙酯<1.5mg/m3、丙烯酸丁酯1.5mg/m3、丙烯酸乙酯1.5mg/m3、非甲烷总烃<1.5mg/m3,以双方认可的有资质第三方检测机构出具的检测报告为准。
预喷淋冷却器 液相氧化塔 光催化氧化 深度催化氧化 客户满意度调查表
2016年7月4日,*石化污水处理厂化工污水VOCs废气净化装置原采用美国复合生物氧化技术效果不佳,鉴于多元多相光催化设备在工艺丙烯腈废气处理效率高达99.9%以上。所以石化环监部门要求协助解决污水厂臭气问题。


目前,生物法 多元多相角柱状光催化工艺已成功应用在多个石油化工污水处理厂除恶臭废气治理的项目上。如:全国最大玻璃钢树脂厂、上市公司、常州天马化工厂污水站臭气净化项目、全国最大的固废处理公司、上市公司、荆门格林美污水站除臭项目、山东济宁市菱花生物科技有限公司生物发酵污水除臭项目、梅花味精内蒙通辽、新疆多期污水站除臭项目、江苏科思化学污水站废气治理项目、中节能万润精细化工污水站废气处理项目、宁夏泰瑞制药污水站废气处理项目、重庆博腾制药污水站废气处理项目等,该工艺都得到了较好的验证。在十三五期间,面对着环保压力越来越大的新情况,该工艺的成熟运用和发展必将对十三五化工行业的健康发展有着重大影响。
五、对石油化工和煤化工VOCs和恶臭异味治理问题的对策建议
1、从国家层面上,对VOCs生产企业进行集中规划管理,形成污染治理工作统一规划;
2、在当前石油化工和煤化工市场低迷的情况下,国家和地方政府可否参照出台VOCs和恶臭异味治理补贴政策。
3、尽快完成VOCs相关排放标准、检测方法、收费制度、治理工程技术规范、项目验收和运营管理等法规体系的完善和制定工作,明确对目标污染物的控制标准;
4、加强考察调研,准确掌握企业VOCs排放情况;对VOCs的回收建立集中处理中心,推动VOCs治理和利用的循环经济发展;
5、加快进行新材料、新技术、新产品的研究开发工作;
6、对主流VOCs治理技术开展技术评估、经济成本、环境影响等方面考虑,综合费效分析,有针对性的提出最佳治理方案;
7、建立VOCs废气治理设施第三方运营制度,避免形式主义;真正了解VOCs治理过程中处理方法、能耗和治理效率等相关参数,为VOCs废气末端治理技术的引进和应用提供依据。
参考文献:
周兴求叶代启:《环保设备设计手册》
陆震维:《有机废气净化技术》



